Stuart 10V Vertical Steam Engine
Discussion


Thanks guys.
I’ve been watching a few YouTube channels on building the 10v - Andrew Whales “learning turning” is pretty good because he approaches it as a beginner. He had the same mill as me, and has been helpful with questions I had.
Yes, first thing is to make some fixtures - as you say, good practice. However I’m putting DROs on the mill, and a gas strut first.
I’ve been watching a few YouTube channels on building the 10v - Andrew Whales “learning turning” is pretty good because he approaches it as a beginner. He had the same mill as me, and has been helpful with questions I had.
Yes, first thing is to make some fixtures - as you say, good practice. However I’m putting DROs on the mill, and a gas strut first.
Rotated around to this again. Lockdown is at least motivating me to progress my projects. My goal was to make a start on the engine within a year of getting it. That anniversary is next weekend...
So, setting up and improving the milling machine. At the end of the day it’s a cheap machine, and by no means perfect. I want to get a few improvements done that will hopefully make working on it a bit easier. I fitted a gas strut to the z-axis to to make head movement smoother. First use of the machine was to drill and counterbore the steel mount bar:

Then the DRO scales. The backlash in the slides makes these pretty invaluable. Lots of drilling and tapping and making brackets, but nothing too difficult:

X:

Y:

Z:

And some aluminium covers and 3D printed end caps:


Readouts were mounted to some MDF, and I used an ancient Eastman Kodak camera ball and socket mount so I can position them for best viewing angle. Glad I kept that mount...


The cables need tidying, but that’s that done.
Also made a tool holder for the bench - first bit of milling was the spanner grooves. Shouldn’t really mill wood on it but who cares?

Next job is adjusting the gibs and tramming. Then it’s done for now. I have got some bits together to power the X-axis, but that can wait.
So, setting up and improving the milling machine. At the end of the day it’s a cheap machine, and by no means perfect. I want to get a few improvements done that will hopefully make working on it a bit easier. I fitted a gas strut to the z-axis to to make head movement smoother. First use of the machine was to drill and counterbore the steel mount bar:
Then the DRO scales. The backlash in the slides makes these pretty invaluable. Lots of drilling and tapping and making brackets, but nothing too difficult:
X:
Y:
Z:
And some aluminium covers and 3D printed end caps:
Readouts were mounted to some MDF, and I used an ancient Eastman Kodak camera ball and socket mount so I can position them for best viewing angle. Glad I kept that mount...
The cables need tidying, but that’s that done.
Also made a tool holder for the bench - first bit of milling was the spanner grooves. Shouldn’t really mill wood on it but who cares?
Next job is adjusting the gibs and tramming. Then it’s done for now. I have got some bits together to power the X-axis, but that can wait.
Cable spiral wrap arrived today, put the excess wires in a tub:


So that’s that. Now on to tramming - the table level is about 0.08 mm low at the back, a bit less left to right, so a bit of shim steel should sort it. I’ve already tweaked the gibs, but I find it a tricky job. Still, I think I’ve found a good setting.

At this rate I might just achieve my goal of cutting some metal on the 10V before Sunday.
So that’s that. Now on to tramming - the table level is about 0.08 mm low at the back, a bit less left to right, so a bit of shim steel should sort it. I’ve already tweaked the gibs, but I find it a tricky job. Still, I think I’ve found a good setting.
At this rate I might just achieve my goal of cutting some metal on the 10V before Sunday.
dudleybloke said:
Lovely work there, very neat and tidy.
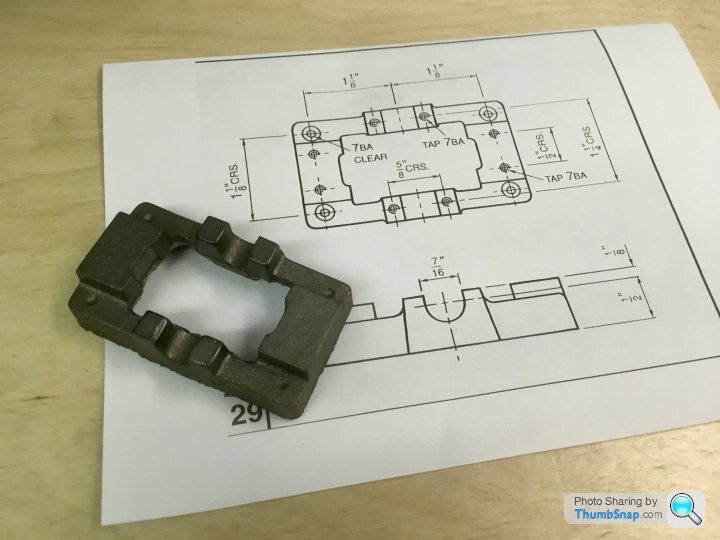
Thanks. I sometimes think of the fantastic (and prolific) work turned out by the old hands in their workshops, where it looks like a bombs hit it. I guess if you're busy actually making things, your workshop can get very messy. I just can't work like that for some reason. Even with plastic or card modelling, I pack everything away after each session. For me, a clean start every time is beneficial. Even so, within 1/2 hour of starting a job, pretty much every tool I own seems to be strewn over every available surface (often including the floor).Just finished making the first of four vice clamps.


While I can't be too disappointed with it as a first attempt at milling, I'm not sure about the surface finish. I'm getting a series of shallow swirls (which isn't an real issue), but also shallow ridges along one side of the feed lines. I buffed the part using a wheel, and it got most of the ridges out, but I really want to sort this before attacking a 10V casting.
I guess it could be a result of poor tramming. I have trammed the mill by shimming the column the best I can; I'm getting about 0.002" front to back and side to side on bed, over a radius of about 300 mm. I can't seem to get much better than that. I'm also having trouble adjusting the gibs - very tricky to know how tight is right. Anyway, hopefully by trial and error on adjustments I'll make incremental improvements.
BTW the DRO's are great, especially in conjunction with a Starrett edge finder. Not sure I'd be able to cope without those things, what with the massive amount of backlash on all the handwheels.

While I can't be too disappointed with it as a first attempt at milling, I'm not sure about the surface finish. I'm getting a series of shallow swirls (which isn't an real issue), but also shallow ridges along one side of the feed lines. I buffed the part using a wheel, and it got most of the ridges out, but I really want to sort this before attacking a 10V casting.
I guess it could be a result of poor tramming. I have trammed the mill by shimming the column the best I can; I'm getting about 0.002" front to back and side to side on bed, over a radius of about 300 mm. I can't seem to get much better than that. I'm also having trouble adjusting the gibs - very tricky to know how tight is right. Anyway, hopefully by trial and error on adjustments I'll make incremental improvements.
BTW the DRO's are great, especially in conjunction with a Starrett edge finder. Not sure I'd be able to cope without those things, what with the massive amount of backlash on all the handwheels.
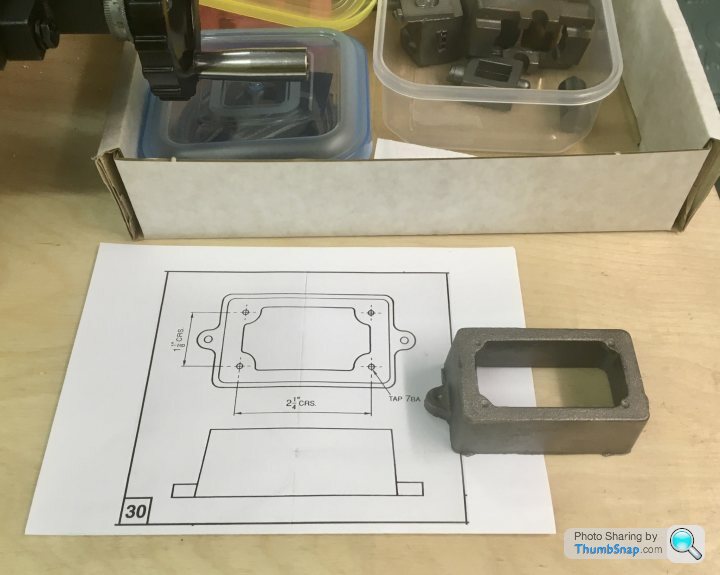
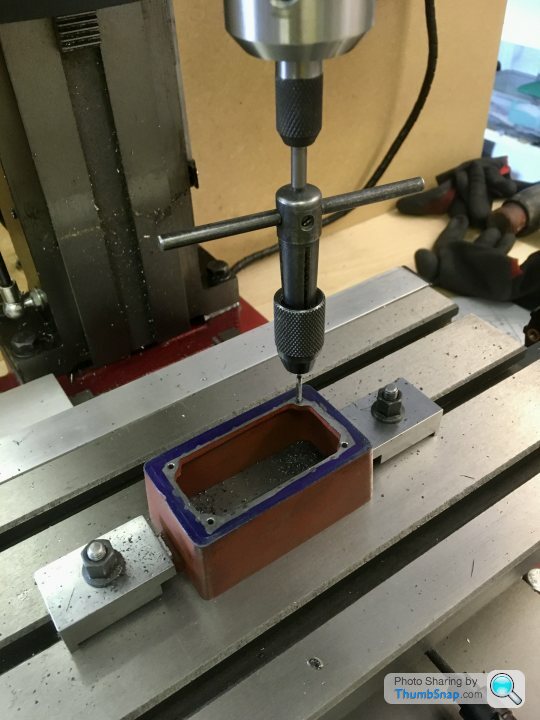
So today was the anniversary of getting the kit, so I made a start. I’m still not confident enough to use the milling machine on a casting; I want to try different tooling first on the remaining vice clamps. First job was cleaning up the box base and sole plate casting using files and abrasive paper on a surface plate:

I don’t have a vernier height gauge, so I did a quick check with a height scriber and my digital callipers:

The box bed seemed pretty much spot on, so just needs a few clean-up passes. The sole plate had an approx. 0.3mm high spot at one end, but that will disappear when it’s machined to the correct height.
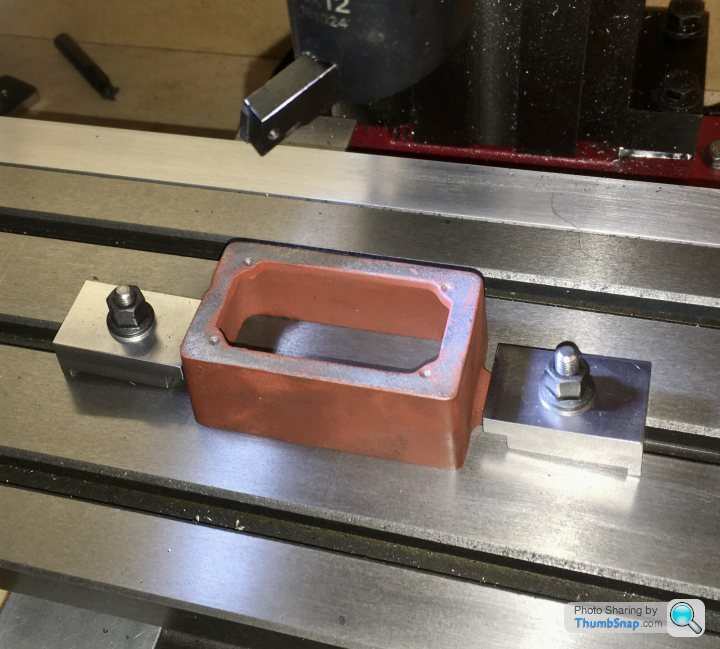
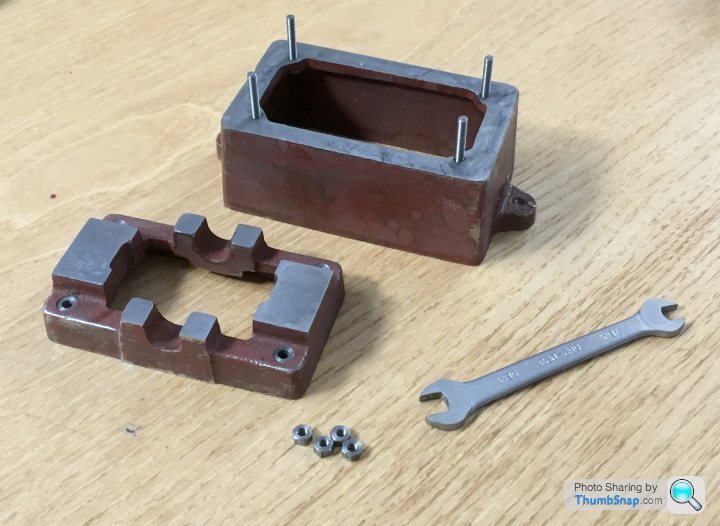
I made a clamp plate for the box bed out of some unhardened tool steel. I face-milled the long sides, and tried side-milling the short edges, but it didn’t work out well at all. Side milling was pretty hopeless on the vice clamps too. No idea why. Ended up mounting on its ends and end milling those too. Used the edge finder and DRO’s to get the hole positions. A bit OTT for a simple fixture, but I need as much practice as I can get:


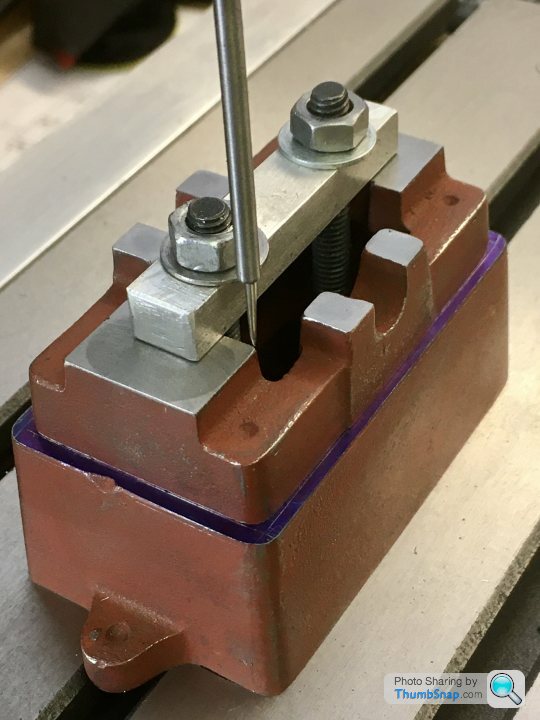
I’ll clamp the sole plate using an old screwdriver and various clamps to keep it in place:

I don’t have a vernier height gauge, so I did a quick check with a height scriber and my digital callipers:
The box bed seemed pretty much spot on, so just needs a few clean-up passes. The sole plate had an approx. 0.3mm high spot at one end, but that will disappear when it’s machined to the correct height.
I made a clamp plate for the box bed out of some unhardened tool steel. I face-milled the long sides, and tried side-milling the short edges, but it didn’t work out well at all. Side milling was pretty hopeless on the vice clamps too. No idea why. Ended up mounting on its ends and end milling those too. Used the edge finder and DRO’s to get the hole positions. A bit OTT for a simple fixture, but I need as much practice as I can get:
I’ll clamp the sole plate using an old screwdriver and various clamps to keep it in place:
This is where you find out if the castings have any chilled patches. They will show up as very shiny hard spots when cutting and very quickly wreck the milling cutters. I had quite a few spots on my stuart kit. If you have a log burner, put them in a good hot fire and leave them to cool overnight,they should be easily machinable by morning. First time I did it I discovered a blob of melted metal which I thought was the casting and panicked! Fortunately it was just something in the scrap wood I usually burn. A bit of scrobbling around and I found the perfectly intact softened casting. I’m making a beam engine at the moment from vintage Clarksons castings and they are terrible. All the iron ones have been in the log burner for softening and relaxing!
So a small fly cutter holder arrived today. I put my Sandvik 8mm left hand tool holder in it, fitted with a DCMT 070208 insert for steel, and had a go at fly cutting for the first time. Must say I was really happy with the results, finally a bit of progress. Workpiece was the same mild steel I've been using for the vice clamps. I went up to 0.5 mm cut depth with no issues.


The only slight problem was vibration due to the tool holder being long. I ground it down a bit and that resolved that. The grub screws in the holder appear to be made of cheese, so having got the tool well and truly stuck, I spent a good 30 minutes drilling them out and replacing with caphead screws, which was fun.
Missed the postman due to work, so the milling cutter test will have to wait.
The only slight problem was vibration due to the tool holder being long. I ground it down a bit and that resolved that. The grub screws in the holder appear to be made of cheese, so having got the tool well and truly stuck, I spent a good 30 minutes drilling them out and replacing with caphead screws, which was fun.
Missed the postman due to work, so the milling cutter test will have to wait.
fourfoldroot said:
This is where you find out if the castings have any chilled patches. They will show up as very shiny hard spots when cutting and very quickly wreck the milling cutters. I had quite a few spots on my stuart kit. If you have a log burner, put them in a good hot fire and leave them to cool overnight,they should be easily machinable by morning. First time I did it I discovered a blob of melted metal which I thought was the casting and panicked! Fortunately it was just something in the scrap wood I usually burn. A bit of scrobbling around and I found the perfectly intact softened casting. I’m making a beam engine at the moment from vintage Clarksons castings and they are terrible. All the iron ones have been in the log burner for softening and relaxing!
I made a few sparks with the fly cutter today - closer inspection showed some discolouration on one edge of the test piece, and some weld spatter - or it might have been flame cut or something. I think it was the HAZ that was harder then the base metal. I've filed the castings, where they will be machined, and not found any hard spots so far. I'll only be taking very light cuts, so hopefully I'll be OK. Not sure whether to mill the box and bed faces or fly cut them with my new toy.
Thanks.
Finally took the plunge and machined my first casting. Nothing spectacular, but it feels like a big step for me. I opted to use the fly cutter with an insert for cast iron, mainly because it's by far the best method I've used for getting a good finish. I used my fixture plate for one side, and the remaining two vice clamps (finished this evening) for the other. There's no height specified on the drawing, so I just did the mimimum clean-up. I think the different colours through the wall must be something to do with how the metal cooled:



Moving on a few stages, I bought a 7/16" (0.4375") Ball Nose end mill, with the intention of using it to make the 7/16" wide slots for the main bearings, as specified on the drawing. The brass casting supplied is actually a bit smaller than 7/16", at 0.4285" wide. The cutter itself measures approx. 0.4350" according to my verniers, and made the same width slot in some aluminium I used as a test:

However, it appears that the radus of the ball end of the cutter is not tangential to the flanks:
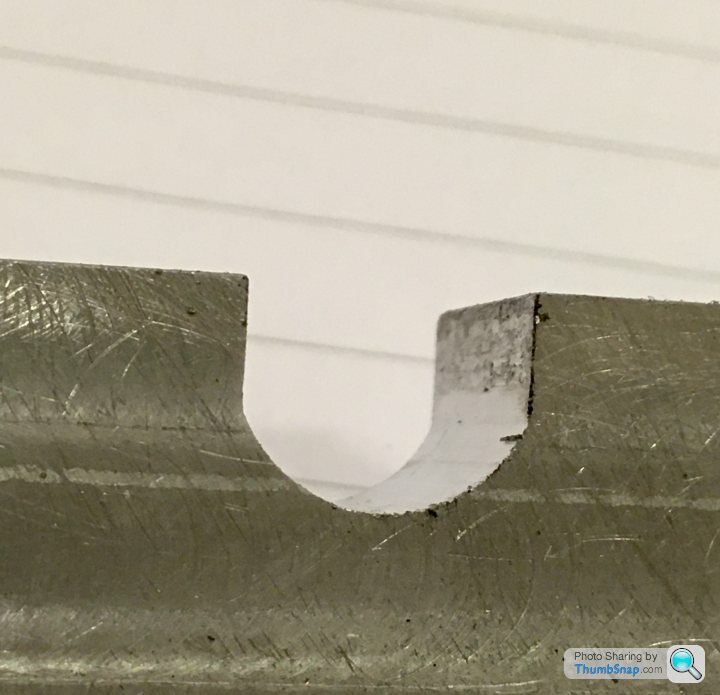
It's quite pronounced. I cut the test slot to the correct depth, and this is the fit I get with the brass:

Although it's not necessary for a perfect fit, I could have done significantly better with a file.
Moving on a few stages, I bought a 7/16" (0.4375") Ball Nose end mill, with the intention of using it to make the 7/16" wide slots for the main bearings, as specified on the drawing. The brass casting supplied is actually a bit smaller than 7/16", at 0.4285" wide. The cutter itself measures approx. 0.4350" according to my verniers, and made the same width slot in some aluminium I used as a test:
However, it appears that the radus of the ball end of the cutter is not tangential to the flanks:
It's quite pronounced. I cut the test slot to the correct depth, and this is the fit I get with the brass:
Although it's not necessary for a perfect fit, I could have done significantly better with a file.
Edited by dr_gn on Wednesday 13th May 23:54
The cutouts for the bearing are not visible once completed so it’s not a critical fit. I think I used a narrower round ended cutter and did a few cuts at different heights and dressed with a file to fit. Your castings look well chilled. That you have used a carbide tipped fly cutter has saved wrecking your hss cutters. I would be tempted to log burner the rest,especially the steam chest cover. They can be put in sand and in a tin and then into the log burner. Not the brass bits though or you will have a puddle!

Got the sole plate faced tonight - I used the fly cutter again for the top, and took about 0.35mm off:

After some head scratching, I opted to face mill the underside (-0.35mm) - mainly due to clearance for clamping. Again, no issues at all:


I'm really pleased with the finish. Tomorrow's job will be drilling and tapping the mounting holes.

After some head scratching, I opted to face mill the underside (-0.35mm) - mainly due to clearance for clamping. Again, no issues at all:
I'm really pleased with the finish. Tomorrow's job will be drilling and tapping the mounting holes.
Turn7 said:
ooi, would this kit normally require this amount of fettling, or this just you working to your own very high standards ?
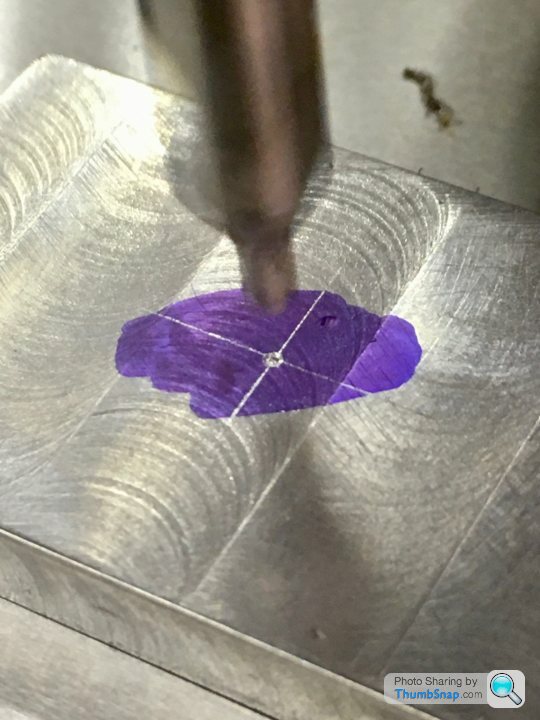
As dhutch says - it’s just a kit of Iron castings, bar stock and nuts and bolts. You have to machine everything from scratch, to the drawings. There are no instructions as such, and nothing you can just assemble from the box. So I set up the box bed and sole plate on the table and best-fit aligned it in x & y using a pointed wiggler and edge finder. I'd already marked out the best-fit outline of the sole plate on the box bed top surface:
Then drilled tapping holes and clearance holes for the studs, and tapped the box bed:

Everything aligned perfectly, apart from the spot faces I did with a slot drill. Despite using the same co-ordinates as the holes to within 0.01mm, all the spot facings were off-centre (in different directions). Fortunately they were marginal diameter for the nuts, so I can correct them by making a spot facing tool with a spigot to prevent any wandering.
Then drilled tapping holes and clearance holes for the studs, and tapped the box bed:
Everything aligned perfectly, apart from the spot faces I did with a slot drill. Despite using the same co-ordinates as the holes to within 0.01mm, all the spot facings were off-centre (in different directions). Fortunately they were marginal diameter for the nuts, so I can correct them by making a spot facing tool with a spigot to prevent any wandering.
dr_gn said:
Turn7 said:
ooi, would this kit normally require this amount of fettling, or this just you working to your own very high standards ?
As dhutch says - it’s just a kit of Iron castings, bar stock and nuts and bolts. You have to machine everything from scratch, to the drawings. There are no instructions as such, and nothing you can just assemble from the box. My apologies for not reading the OP properly.....

Gassing Station | Scale Models | Top of Page | What's New | My Stuff