Crank bearings poor tolerance/parallelism on thrust face
Discussion


Anyone found issues with bearings being poorly manufactured? Assembled engine and was checking thrust and had none. Checked without the crank cradle on and have 4thou one side on the back thrust side but on the same face only 2 thou. When I measure the bearing they are all over the place see picture. I ordered another set and they were similiar. I then researched the OEM amd ordered Japanese bearings and they also have variation on the thrust faces ;-( 
I can't see it very well but unless you are using one of these.

You are measuring with the wrong micrometer.
Those with flat ends will not be sitting correctly on the inner (concave) surface of the bearing shell & will be measuring incorrectly as a result.
ETA.

You are measuring with the wrong micrometer.
Those with flat ends will not be sitting correctly on the inner (concave) surface of the bearing shell & will be measuring incorrectly as a result.
ETA.
Edited by E-bmw on Saturday 11th April 08:02
Please check that you are measuring in the same place from the oil entry/exit groove along the length of the "land".
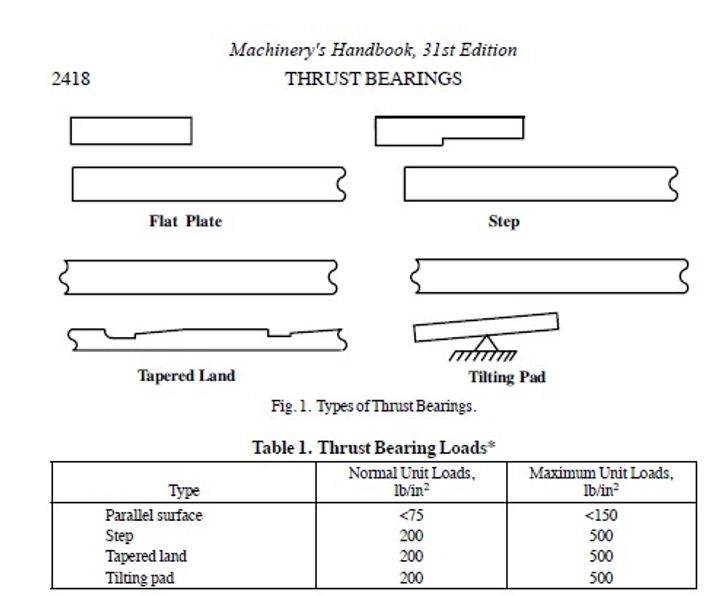
There are a number of variations on a theme of thrust bearing face geometry. They may not be supposed to be flat at all...!
See this web page, which is a decent starter for 10, and will hopefully explain the possible issue.
https://www.engineersedge.com/calculators/tapered_...
And this page from Machinery’s Handbook. Machinery’s is a bit “Janet and John” regarding the tribology technicalities here, but it will suffice.
There are a number of further variants on the profile geometry, which can be investigated with Mike Neale’s Lubrication Handbook. Mike is/was a nice chap too…
https://www.nationalbronze.com/Tribology%20Handboo...
Let us know how you get on.
There are a number of variations on a theme of thrust bearing face geometry. They may not be supposed to be flat at all...!
See this web page, which is a decent starter for 10, and will hopefully explain the possible issue.
https://www.engineersedge.com/calculators/tapered_...
And this page from Machinery’s Handbook. Machinery’s is a bit “Janet and John” regarding the tribology technicalities here, but it will suffice.
There are a number of further variants on the profile geometry, which can be investigated with Mike Neale’s Lubrication Handbook. Mike is/was a nice chap too…
https://www.nationalbronze.com/Tribology%20Handboo...
Let us know how you get on.
 rather than just trying to jam a feeler gauge in
rather than just trying to jam a feeler gauge in @bucksmanuk wow thanks for the links they are very indepth. I believe they are juat suppose to be parallel face for this application but does seem odd that i have measured a few sets and they all have variation. I have had lapped the Taiho ones and now have a measured thrust clearamce of 0.12mm previously had next to nothing.
@Sardonicus I was measuring with no lube on thrust faces. I now have 0.12mm via dial gauge on crank snout. I can get a bit more with levering it but it springs back I think that is just where the oil in the other bearinga is compressing due to the lever being off centre to the bearing face.
Hopefully not wasted my time hand lapping the bearing
@Sardonicus I was measuring with no lube on thrust faces. I now have 0.12mm via dial gauge on crank snout. I can get a bit more with levering it but it springs back I think that is just where the oil in the other bearinga is compressing due to the lever being off centre to the bearing face.
Hopefully not wasted my time hand lapping the bearing
Edited by scoobydo123 on Sunday 19th April 13:42
Forums | Engines & Drivetrain | Top of Page | What's New | My Stuff